

What Sets a Great EOT Crane Manufacturer Apart from the Rest

What Sets a Great EOT Crane Manufacturer Apart from the Rest
India's industrial crane market has expanded rapidly over the past decade. Steel plants, automobile facilities, port infrastructure, and large-scale EPC projects are all driving demand for overhead material handling equipment. With this growth has come a proliferation of crane suppliers, ranging from highly capable engineering-driven manufacturers to assembly-focused vendors offering near-identical catalogue specifications at aggressive terms.
For procurement heads and plant managers, the critical challenge is not finding an EOT crane supplier. The challenge is identifying a truly great EOT crane manufacturer, one whose engineering competence, quality systems, and long-term support structure will protect your facility's uptime, safety record, and capital investment for the next two decades.
This article gives industrial decision-makers a direct, honest framework for making that assessment. No sales language. Just the criteria that separate the best from the rest.
Criterion 1: Engineering Depth, Not Just Product Catalogues
The first differentiator that separates a great overhead crane manufacturer from a standard vendor is engineering capability. A genuine manufacturer does not start with a standard design and try to fit your application into it. They start with your application and engineer the crane to match it.
This distinction matters enormously in practice. Consider a steel service centre with a 22-metre bay width, 8.5-metre hook height requirement, a 20-ton SWL, and duty cycle requirements running at M6 (heavy). A catalogue product built for M4 duty delivered at a similar specification sheet will look identical on paper but will fail prematurely in operation, typically within two to three years of continuous use.
What Engineering Depth Looks Like in Practice
A credible EOT crane manufacturer will demonstrate engineering depth through:
- Application engineering reviews conducted before design finalisation
- FEM/ISO duty class calculations supported by documented analysis
- Structural design verified against IS 807 and IS 3177 with traceability
- Deflection and camber calculations specific to span and load
- Material selection with mill certificate traceability
- Electrical system design matched to the operating environment (IS 3443, IP ratings, hazardous area classification if applicable)
If a supplier cannot provide these as part of their standard design process, they are an assembler, not a manufacturer.
Expert Tip: Request a design basis document or technical proposal before order placement. A serious crane manufacturer will produce one as a standard step. A price-driven vendor will not know what you are asking for.
Criterion 2: Manufacturing Integrity, Witnessed and Documented
The second differentiator is what happens on the shop floor. Manufacturing integrity is not a statement in a company brochure. It is evidenced through production controls, in-process inspection, and documented quality records.
Inside the Production Process of a Quality Crane Manufacturer
Structural fabrication: High-quality crane manufacturers use CNC plate processing, submerged arc welding (SAW) for main girder seam welds, and manual MIG/MMA welding for secondary structures. Weld procedures are qualified per IS 816 or AWS D1.1, and welders are tested and certified.
Dimensional inspection: Camber, span, wheel gauge, girder straightness, and rail alignment are checked at multiple stages during fabrication, not just at final inspection.
Surface preparation and coating: Shot blasting to Sa 2.5 (ISO 8501-1), zinc-rich primer application, and environment-appropriate topcoats are not optional enhancements; they are standard requirements for a 20-year service life.
Load testing: Every crane is load-tested before despatch. Static proof load at 110% SWL and dynamic load testing at 100% SWL are mandatory per IS 15419. Certificates must be issued as standard deliverables.
Traceability: Material test certificates, weld inspection reports, dimensional check records, and load test certificates should all be part of the documentation handed over with the crane.
Did You Know: India's IS 15419 standard specifies mandatory load testing requirements for overhead cranes. A manufacturer who cannot provide a compliant load test certificate after factory acceptance testing is not meeting the legal minimum, not just an engineering best practice.
Criterion 3: Application Intelligence Across Industries
A great EOT crane manufacturer does not operate in a single vertical. Their ability to understand the specific material handling challenges of different industries and translate those into crane design decisions is a core competency.
Industry-by-Industry Crane Requirements
| Industry | Key Application Requirement | Crane Design Implication |
|---|---|---|
| Steel and metal processing | Continuous heavy-duty cycles, high ambient temperature | M6/M7 duty, heat-resistant components, special coatings |
| Automobile manufacturing | High precision, anti-sway, multiple crane interactions | VFD drives, anti-collision systems, coordinated operation |
| Foundries | Ladle handling, splash zone exposure | Ladle cranes with Class III enclosures, heat shields |
| Pharmaceutical/food | Clean room conditions, contamination control | Stainless components, sealed units, special coatings |
| Warehousing and logistics | Space efficiency, high headroom utilisation | Underslung or KBK systems, remote radio controls |
| Power and EPC projects | Outdoor operation, wind loading, heavy lifts | Semi-goliath/goliath configurations, weatherproof systems |
When a manufacturer has demonstrable experience across multiple industry verticals, their design team carries institutional knowledge that translates directly into better crane solutions for your specific application.
Criterion 4: Safety as Engineering Philosophy, Not a Feature List
Safety in crane manufacturing is commonly presented as a list of features: limit switches, load limiters, anti-collision devices, safety hooks. These are important. But the truly important question is whether safety is an engineering philosophy built into the design from the start, or a set of add-ons bolted on at the end.
The Three Levels of Crane Safety
Level 1: Regulatory compliance Meeting minimum requirements under the Factories Act, 1948, and BIS standards is the baseline, not the goal. A great manufacturer treats compliance as the floor, not the ceiling.
Level 2: Designed-in safety This means duty class matched to application (preventing structural fatigue failure), braking systems sized for the application load and inertia (not minimum rated), wire rope safety factors of 5:1 or greater, and redundant limit switches with independent circuits.
Level 3: Operational safety systems Overload protection with automatic cut-out, anti-sway control for critical lifts, load monitoring with data logging, and operator warning systems that communicate actual crane status in real time.
A great EOT crane manufacturer integrates all three levels as a matter of engineering standard, not as premium optional upgrades.
Criterion 5: After-Sales Infrastructure That Matches the Product Life
An EOT crane is a 20 to 25-year capital investment. The supplier relationship does not end at installation. It begins there. The after-sales infrastructure of an EOT crane manufacturer is therefore as important as their engineering capability when evaluating long-term fit.
What a Credible After-Sales Structure Looks Like
Spare parts availability: Critical wear components (rope, wheels, bearings, brake pads, contactors) should be available from local inventory. Long lead times on spare parts directly translate into unplanned downtime.
Service engineering teams: Qualified service engineers capable of performing preventive maintenance, load recertification testing, and reactive breakdown response within defined response times.
Annual maintenance contracts (AMC): Structured maintenance programmes with defined inspection schedules, statutory testing, and documentation updates.
Upgrade pathways: As operations evolve, crane configurations may need to be upgraded. A manufacturer with engineering depth can support SWL upgrades, control system modernisation, and runway extensions. A catalogue vendor typically cannot.
Remote diagnostics: Progressive crane manufacturers now offer IoT-connected monitoring systems that flag abnormal operating parameters before they become failure events.
Expert Tip: Before signing any supply contract, ask for the supplier's service locations and average response time commitments in writing. Then call two or three of their existing clients to verify actual service experience, not just the commitment on paper.
Criterion 6: Certifications and Compliance as Proof, Not Marketing
Quality certifications serve a practical purpose in crane procurement: they provide documented evidence that a manufacturer operates under structured quality management systems and has been audited by an independent third party.
Key Certifications to Look For
ISO 9001:2015 confirms that a manufacturer operates a quality management system covering design, procurement, production, and after-sales processes. This is the baseline credibility marker.
BIS Licencing under relevant Indian Standards (IS 807, IS 3177, IS 15419) confirms that the manufacturer's products meet the technical requirements of the applicable Indian standard and are subject to ongoing surveillance.
Third-party inspection approvals from bodies such as DQSL, RITES, Lloyd's Register, Bureau Veritas, or TUV are often mandatory for government, defence, and large EPC projects. A manufacturer without these approvals is immediately disqualified from a large segment of the market.
DGMS approval (Directorate General of Mines Safety) is specifically required for cranes operating in mining environments.
Certifications should be current, verifiable, and held for the specific product categories being supplied. A manufacturer holding ISO 9001 for "trading of industrial equipment" is not equivalent to one holding it for "design, manufacture, and supply of EOT cranes."
Criterion 7: Reference Clients and Installed Base
One of the most reliable indicators of a great EOT crane manufacturer is a documented, verifiable installation base across multiple industries and geographies.
How to Use Reference Checks Effectively
Do not just ask for references. Ask for references in your specific industry and your approximate duty cycle intensity. A manufacturer who has successfully supplied M6 duty cranes to four steel rolling mills has credibly demonstrated that their designs perform in that environment. A manufacturer who has only supplied light-duty cranes to warehouses has not.
When speaking with references, focus on three areas:
- As-built quality vs. specification: Was the crane delivered to the agreed design specification? Were there any significant engineering deviations?
- Commissioning experience: How was the installation and commissioning managed? Were timelines met?
- Post-installation service: How has the crane performed over the first two to three years? How has the manufacturer responded to service requirements?
Reference checks done this way transform a subjective procurement decision into an evidence-based one.
A Decision-Making Checklist for Industrial Buyers
Before finalising any EOT crane procurement decision, work through this checklist:
Engineering and Design
- Has the manufacturer conducted a site survey and application review?
- Have duty class calculations been provided and reviewed?
- Is the structural design traceable to IS 807 and IS 3177?
- Have electrical and control systems been specified to the operating environment?
Manufacturing and Quality
- Does the manufacturer hold ISO 9001 and relevant BIS certifications?
- Is load testing performed at the factory with documented certificates?
- Are material test certificates provided as standard deliverables?
After-Sales Support
- Does the manufacturer have service engineers within accessible range of your facility?
- Are spare parts available from local inventory for critical wear components?
- Is an annual maintenance contract available?
Commercial and Risk
- Have references in your industry been verified through direct calls?
- Is the warranty scope, duration, and exclusions clearly documented?
- Is third-party inspection available and budgeted for if required?
Any supplier who cannot address the majority of these checklist items satisfactorily is not the right long-term partner for an overhead crane installation.
Frequently Asked Questions
Q1. What makes one EOT crane manufacturer better than another? The key differentiators are engineering capability, manufacturing quality controls, duty class expertise, industry-specific application experience, after-sales infrastructure, and verifiable reference installations. A great manufacturer demonstrates all of these, not just competitive specifications.
Q2. How important is duty class when selecting an EOT crane manufacturer? Duty class is one of the most critical design parameters. A crane specified below its actual operational duty class will experience accelerated component wear and structural fatigue, leading to premature failure. A credible manufacturer calculates duty class based on actual application data, not assumptions.
Q3. Should I choose a local crane manufacturer or a national supplier? Both can be credible choices. The more important factors are engineering depth, quality systems, and service infrastructure in your region. A national manufacturer with local service engineers will often outperform a local assembler with limited engineering resources.
Q4. What documentation should a crane manufacturer provide after delivery? Standard documentation should include: design drawings, material test certificates, weld inspection records, dimensional inspection reports, load test certificates, electrical schematic drawings, operation and maintenance manuals, and spare parts lists.
Q5. How do I verify that a crane manufacturer's ISO certification is genuine? ISO certifications are issued by accredited certification bodies. The certificate should name the certification body, scope of certification, and certificate number. You can verify the certificate directly with the issuing certification body's online registry.
Q6. What is the typical warranty period for an EOT crane from a quality manufacturer? Most quality EOT crane manufacturers offer a warranty period of 12 to 24 months from the date of commissioning, covering manufacturing defects in materials and workmanship. Consumables such as wire rope, brake liners, and contact tips are typically excluded.
Q7. How does Times Krane differentiate itself as an EOT crane manufacturer? Times Krane brings over three decades of industrial engineering experience through its parent company and a dedicated decade of EOT crane manufacturing under the TK Crane brand. Their focus on application engineering, documented quality processes, and pan-India service capability positions them as a credible long-term partner for industrial lifting requirements.
Conclusion: The Right Manufacturer Is an Engineering Partnership
Choosing the right EOT crane manufacturer is not a procurement event. It is the beginning of an engineering partnership that will directly influence your facility's safety, uptime, and operational efficiency for the next two decades.
The framework laid out here, covering engineering depth, manufacturing integrity, industry application intelligence, safety philosophy, after-sales infrastructure, certifications, and reference verification, gives industrial buyers a structured, evidence-based method for making this decision with confidence.
Great overhead crane manufacturers earn that designation through consistent delivery of well-engineered, well-built, well-supported equipment over many years and many installations. The best way to find one is to look beyond the specification sheet and into the engineering and operational substance behind it.
If your facility is in the process of evaluating overhead crane solutions, Times Krane welcomes the opportunity to demonstrate its engineering approach, quality process, and installation track record. The conversation starts with understanding your application.
Recent Posts
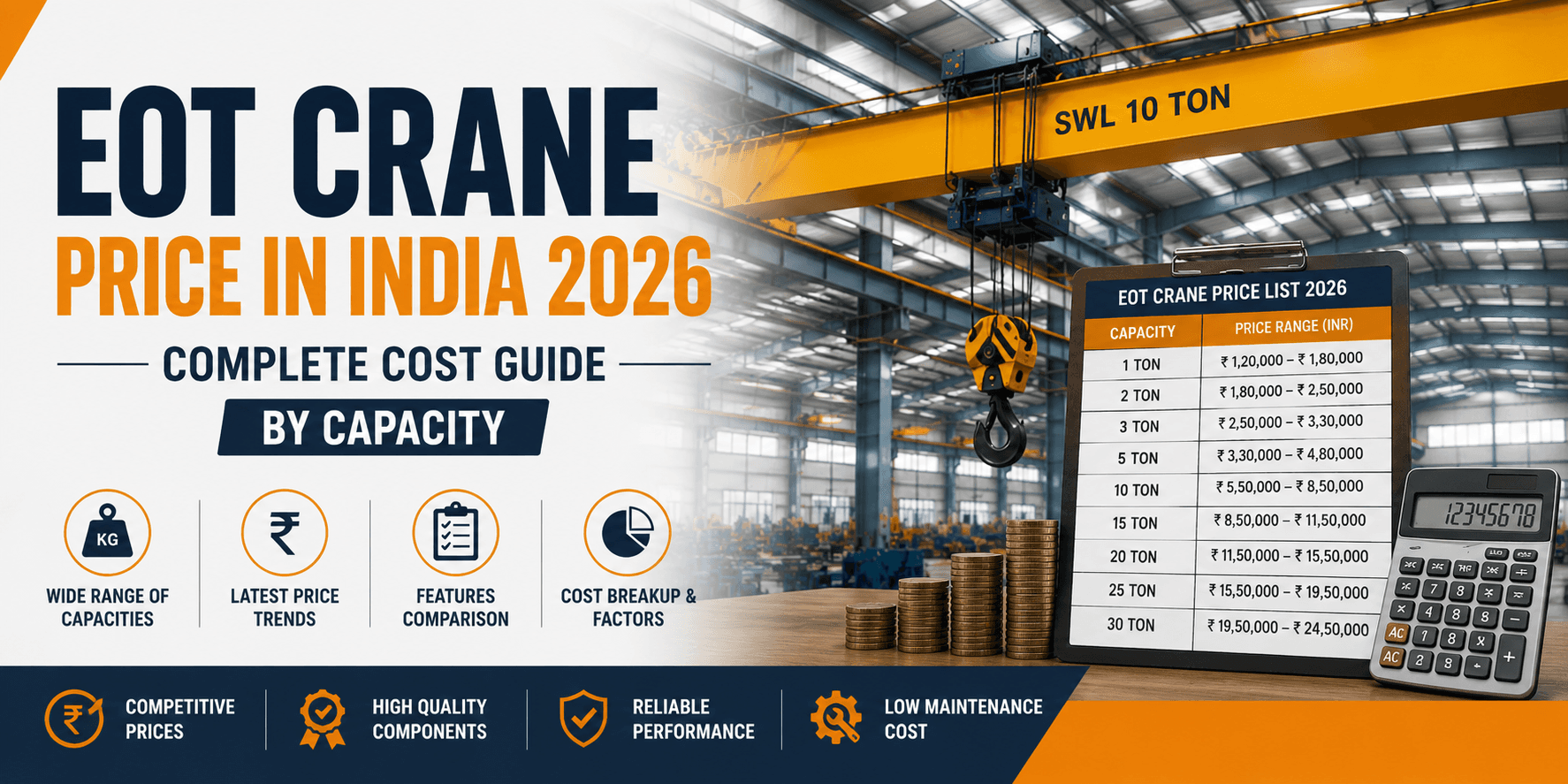
EOT Crane Price in India 2026 Complete Cost Guide by Capacity
EOT crane price in India 2026 — indicative cost guide from 1 ton to 50 ton. Know the key price factors, girder type differences & what to check before buying.
Preventive Maintenance Checklist for EOT Cranes in 2026
Complete EOT crane maintenance checklist covering daily, weekly, monthly & annual inspections. Reduce downtime, improve safety & extend crane life.

The Craftsmanship Behind Every EOT Crane Manufacturer's Build
Walk into any high-output manufacturing facility, steel plant, or automobile assembly shop, and one piece of equipment quietly holds the entire operation together: the overhead crane. When it performs well, nobody notices. When it fails, production halts, timelines collapse, and the safety of the entire floor is immediately at risk.

Need a Custom Lifting Solution?
Let’s Talk!
Looking for a reliable partner for your next industrial project?
- Expert Consultation
- Pan-India Service