

The Craftsmanship Behind Every EOT Crane Manufacturer's Build

The Craftsmanship Behind Every EOT Crane Manufacturer's Build
Walk into any high-output manufacturing facility, steel plant, or automobile assembly shop, and one piece of equipment quietly holds the entire operation together: the overhead crane. When it performs well, nobody notices. When it fails, production halts, timelines collapse, and the safety of the entire floor is immediately at risk.
This is the reality procurement heads and plant managers deal with every single day. The question is never just "which EOT crane should we buy?" The deeper question is: what actually goes into building one that will not let you down in year seven, or year twelve, under continuous duty cycles?
Understanding the craftsmanship behind every EOT crane manufacturer's build separates informed industrial buyers from those who simply purchase on specification sheets and regret it later. This article breaks down the real engineering, material intelligence, and quality discipline that define a superior crane, and what to look for before committing to a supplier.
What "Craftsmanship" Actually Means in Heavy Engineering
In consumer products, craftsmanship is often a marketing term. In industrial crane manufacturing, it is an engineering discipline with measurable consequences. A crane built with genuine craftsmanship means every weld passes inspection, every beam is stress-tested for the duty class it will serve, and every electrical system is rated for the environment it will operate in.
The EOT crane manufacturing process involves multiple interconnected systems: the structural steel framework, the end-carriages, the crab unit (hoist trolley), the hoisting mechanism, the runway system, and the control architecture. Each of these subsystems has to be engineered in relation to the others, not just independently.
A shortcut in any one layer compounds into failures across the system. This is why the distinction between a credible EOT crane manufacturer and a price-driven assembler matters enormously at the procurement stage.
The Engineering Anatomy of an EOT Crane
Girder Design and Structural Integrity
The bridge girder is the backbone of any Electric Overhead Travel crane. For single girder cranes handling lighter loads (typically up to 10 tons), a fabricated I-beam or box section girder may be used. For heavy-duty double girder configurations, the girder is a welded steel box section engineered to precise deflection limits under full load.
Critical engineering parameters include:
- Camber (pre-built upward curve) to compensate for deflection under load
- Stiffener plate intervals within the box section
- Flange and web thickness ratios based on span and load class
- Weld quality and inspection protocols (ultrasonic, magnetic particle, or radiographic testing depending on application)
A well-designed girder for a 20-ton, 20-metre span crane will have a live load deflection limit of span/750 or better, per IS 807 and IS 3177 standards applicable in India.
End Carriages and Runway Wheel Assemblies
End carriages connect the bridge girder to the runway rails and carry the entire moving load. Forged or machined wheels, precision-bored housings, and tapered or spherical roller bearings are the standard for quality builds.
The wheel profile must match the rail head profile. Mismatched profiles cause accelerated rail and wheel wear, increased power consumption, and eventual derailment risk. A responsible EOT crane manufacturer invests in proper wheel-to-rail compatibility analysis as part of the design process, not as an afterthought.
Hoisting Mechanism: Where Precision Matters Most
The hoist is the most operationally intensive component of the crane system. It includes the rope drum, gearbox, motor, and braking system. Wire rope selection alone involves multiple variables: diameter, lay direction, breaking strength, and flexibility class.
Key factors in hoist quality:
- Rope drum groove geometry (to prevent rope overlapping and fatigue)
- Gear reduction ratio and thermal capacity of the gearbox
- Dual-circuit or fail-safe braking systems
- Load limiting devices and overload protection
- FEM/ISO duty class rating (M3 to M8) matched to actual application cycles
An improperly rated hoist running at a higher duty cycle than designed will show accelerated wear within 12 to 18 months of operation, a failure mode that is entirely preventable at the specification stage.
The Role of Material Selection in Long-Term Performance
Structural Steel Grade Matters
Not all structural steel is created equal. High-quality EOT crane manufacturers in India typically work with IS 2062 Grade B or Grade C structural steel for load-bearing components. These grades offer defined yield strength, impact resistance, and weldability that is traceable to mill test certificates.
In corrosive or high-humidity environments (foundries, chemical plants, coastal facilities), the material specification must also account for surface treatment systems: shot blasting to SA 2.5, zinc-rich primers, and appropriate topcoats for the operating environment.
Electrical and Control Systems
The crane's electrical system is often underestimated during procurement. A quality build uses:
- Crane-duty motors with appropriate insulation class (typically Class F or H)
- Variable frequency drives (VFDs) for smooth acceleration and load handling
- Weather-rated enclosures (IP54 or IP65) matched to the environment
- Redundant limit switches (upper and lower travel, cross-travel, long-travel)
- Pendant control stations or wireless radio controls with deadman switches
The quality of conductor bar systems, festoon cables, and control panel wiring directly impacts crane reliability and maintenance burden over the equipment's lifecycle.
Quality Control: What Happens Before the Crane Leaves the Factory
A serious EOT crane manufacturer does not simply assemble components and ship. A structured quality process runs parallel to production.
Stage-wise Inspection Protocol
Stage 1 – Material Incoming Inspection All structural sections, plates, and electrical components are verified against mill certificates and purchase specifications before entering production.
Stage 2 – Fabrication Inspection Welded joints are inspected using visual, magnetic particle, or ultrasonic methods depending on joint criticality. Dimensional checks verify camber, span, wheel gauge, and girder straightness.
Stage 3 – Pre-Dispatch Load Testing Finished cranes are tested at 110% of Safe Working Load (SWL) as a static proof load test, followed by 100% SWL dynamic load testing to verify all movements and safety devices. Test certificates are issued per IS 15419 and BIS requirements.
Stage 4 – Site Installation and Commissioning Final alignment of runway rails, wheel gauges, and buffer stops is completed at site. Electrical testing, earthing verification, and operator training follow before handover.
Expert Tip: Always ask your supplier for third-party inspection reports and test certificates. A credible EOT crane manufacturer will have these as a standard deliverable, not an optional extra.
Crane Classification: Matching the Build to the Application
One of the most consequential decisions in crane procurement is duty class selection. International standards (ISO 4301, FEM 1.001) and Indian standards (IS 807) classify cranes by usage intensity, from M1 (very light, infrequent use) to M8 (continuous heavy-duty).
| Duty Class | Typical Application | Lifting Cycles Per Day |
|---|---|---|
| M3 / Light | Maintenance workshops, storage bays | Up to 25 cycles |
| M4 / Moderate | General manufacturing, assembly | 25 to 50 cycles |
| M5 / Medium | Fabrication shops, steel service centres | 50 to 100 cycles |
| M6 / Heavy | Foundries, press shops, paper mills | 100 to 200 cycles |
| M7 / Very Heavy | Steel plants, port handling | 200+ cycles |
A crane specified below its actual duty class is the single most common cause of premature failure in industrial facilities. This is not a cost-saving measure; it is a deferred capital expense with safety implications.
Common Procurement Mistakes Industrial Buyers Must Avoid
Many procurement decisions go wrong not because of bad intent, but because the evaluation criteria miss the factors that define long-term performance.
Mistake 1: Evaluating on SWL alone Safe Working Load is the starting point of a specification, not the end. Span, headroom, duty class, operating environment, and control requirements all define the actual design of the crane.
Mistake 2: Ignoring after-sales support infrastructure A crane is a long-lifecycle asset, typically 15 to 25 years. The supplier's service network, spare parts availability, and response time matter as much as the initial build quality.
Mistake 3: Accepting standard designs for non-standard environments Foundries, chemical plants, outdoor yards, and cold storage facilities all require application-specific design adaptations. Pushing a standard catalogue design into a demanding environment is a reliability gamble.
Mistake 4: Skipping site assessment Runway beam capacity, column spacing, headroom availability, and floor-to-beam height all affect what crane design is feasible. A qualified EOT crane manufacturer will conduct a site survey before finalising the design.
Emerging Trends Shaping EOT Crane Manufacturing
Smart Crane Systems and IoT Integration
Modern crane builds increasingly incorporate condition monitoring systems: load cells with real-time data logging, motor temperature monitoring, brake wear indicators, and remote diagnostics capabilities. These systems shift maintenance from reactive to predictive, dramatically reducing unplanned downtime.
Energy Recovery Systems
Variable frequency drives with regenerative braking capability feed electrical energy back into the plant grid during lowering operations. In high-cycle applications, this can represent a measurable reduction in electricity consumption over the crane's operational life.
Anti-Sway Technology
Load sway control using electronic feedback and drive algorithms is becoming standard in applications where load precision matters: automotive assembly, precision fabrication, and container handling. It reduces cycle times, improves safety, and lowers fatigue on structural components.
Green Manufacturing Practices
Progressive crane manufacturers are adopting ISO 14001-aligned manufacturing processes: reducing waste in fabrication, using low-VOC coating systems, and optimising material utilisation through advanced CAD-driven structural design.
Frequently Asked Questions
Q1. What is an EOT crane and where is it used? An EOT (Electric Overhead Travel) crane is a material handling machine that runs on elevated runway rails to lift and move heavy loads horizontally within a facility. It is widely used in manufacturing plants, warehouses, steel mills, shipyards, foundries, and EPC project sites.
Q2. What is the difference between single girder and double girder EOT cranes? Single girder cranes use one bridge beam and are suitable for lighter capacities (generally up to 15 tons) with lower headroom requirements. Double girder cranes use two bridge beams, offer higher load capacity (up to 500 tons and beyond), better hook approach, and greater span capability, making them suitable for heavy industrial applications.
Q3. How do I determine the right duty class for my EOT crane? Duty class is determined by the number of lifts per day, the average load as a percentage of SWL, and the total operational hours per year. Your EOT crane manufacturer should conduct an application review and calculate the duty class as per IS 807 or ISO 4301 before issuing a design specification.
Q4. What certifications should a crane manufacturer hold? Look for ISO 9001 certification for quality management systems, BIS licencing for relevant Indian standards (IS 807, IS 3177, IS 15419), and third-party inspection approvals from bodies like DQSL, RITES, or Lloyd's Register for project-specific requirements.
Q5. How long does an EOT crane typically last? A well-designed and properly maintained EOT crane built to the correct duty class can have a service life of 20 to 25 years. Premature failure is almost always related to duty class mismatch, poor maintenance practices, or substandard build quality.
Q6. What should I ask an EOT crane manufacturer before placing an order? Key questions include: What is your engineering and design process? Do you conduct site surveys? What are your quality control and load testing protocols? What are your after-sales service coverage and response times? Can you provide client references in my industry?
Q7. Is a wireless control system better than a pendant control for overhead cranes? Wireless radio controls offer operational flexibility and improve operator safety by allowing them to move to a better vantage point during lifts. Pendant controls are simpler, require less maintenance, and are preferred in clean, controlled environments. The right choice depends on the application, cycle frequency, and operator preference.
Conclusion: The Build Quality You Specify Today Runs Your Plant Tomorrow
Every weld, every bearing selection, every duty class decision made during the design and manufacturing of an EOT crane either adds to or subtracts from the long-term reliability of your facility. The craftsmanship behind a well-built crane is not visible on a specification sheet. It lives in the mill test certificates, the weld inspection records, the load test data, and the track record of the manufacturer.
For plant managers and procurement heads looking to make a long-cycle capital investment with confidence, the path forward is straightforward: engage with a manufacturer who brings engineering depth, documented quality processes, and a genuine understanding of your application requirements to the conversation.
Times Krane has been building EOT crane solutions with exactly this philosophy, combining decades of industrial engineering experience with a commitment to safety, performance, and long-term client partnership. If your facility is evaluating a new crane installation or has a specific lifting challenge, the right starting point is a conversation with an engineering team that understands what it takes to build right the first time.
Recent Posts
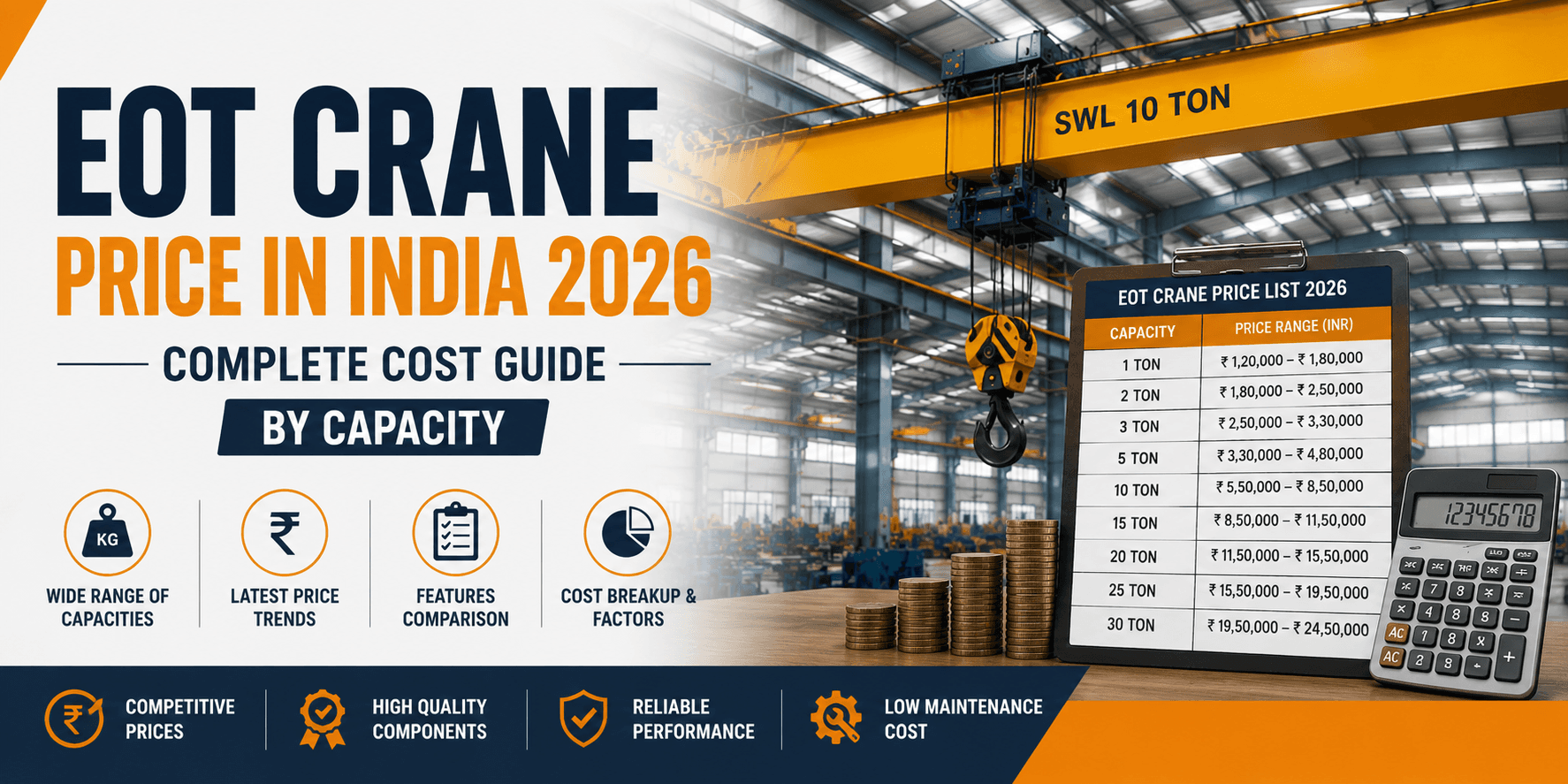
EOT Crane Price in India 2026 Complete Cost Guide by Capacity
EOT crane price in India 2026 — indicative cost guide from 1 ton to 50 ton. Know the key price factors, girder type differences & what to check before buying.
Preventive Maintenance Checklist for EOT Cranes in 2026
Complete EOT crane maintenance checklist covering daily, weekly, monthly & annual inspections. Reduce downtime, improve safety & extend crane life.

What Sets a Great EOT Crane Manufacturer Apart from the Rest
India's industrial crane market has expanded rapidly over the past decade. Steel plants, automobile facilities, port infrastructure, and large-scale EPC projects are all driving demand for overhead material handling equipment. With this growth has come a proliferation of crane suppliers, ranging from highly capable engineering-driven manufacturers to assembly-focused vendors offering near-identical catalogue specifications at aggressive terms.

Need a Custom Lifting Solution?
Let’s Talk!
Looking for a reliable partner for your next industrial project?
- Expert Consultation
- Pan-India Service