

Top Industrial EOT Cranes Manufacturers Deliver Lasting Value
Table of Content

Top Industrial EOT Cranes Manufacturers Deliver Lasting Value
In a high-throughput automotive plant, a crane breakdown during a critical production shift once cost a major OEM over 18 hours of unplanned downtime. The financial loss ran into several crores. The root cause traced back to a poorly specified EOT crane purchased on the basis of lowest bid, from a manufacturer with no documented load-testing protocol. Stories like this play out across Indian and global manufacturing floors every year, and they illuminate a truth that procurement teams are increasingly internalizing: selecting industrial EOT cranes manufacturers is not simply a capital expenditure decision. It is a long-cycle operational investment that shapes plant productivity, workforce safety, and asset uptime for 20 years or more.
This article is written for plant engineers, procurement directors, EPC project managers, and manufacturing decision-makers who are navigating the complex landscape of overhead crane procurement. It examines how leading industrial EOT cranes manufacturers differentiate themselves, what specifications and certifications genuinely matter, and what a structured evaluation framework looks like before any purchase order is signed.
Why the Manufacturer Behind the Crane Matters More Than the Machine Itself
Electric Overhead Travelling (EOT) cranes are engineered systems, not commodity products. Unlike a pump or a conveyor segment that can be swapped out with moderate downtime, an EOT crane is integrated into the civil and electrical infrastructure of a facility. It interacts with crane girders, runways, festoon systems, and control rooms. A poorly manufactured crane affects every downstream system it touches.
The best industrial EOT cranes manufacturers bring three foundational capabilities that separate them from the field:
• Engineering depth: The ability to design cranes from first principles, accounting for duty cycle, dynamic loads, fatigue stresses, and real operating environments rather than applying generic catalog solutions.
• Manufacturing precision: Control over fabrication tolerances, weld quality, heat treatment, and NDT (non-destructive testing) processes, typically verified through third-party inspection.
• Lifecycle commitment: Post-installation support including spare parts availability, preventive maintenance programs, load testing, and structural inspection over the service life of the crane.
|
Expert Tip: When shortlisting EOT crane manufacturers, request their Manufacturing Quality Plan (MQP) and Inspection and Test Plan (ITP) for a recent project of similar specification. This document reveals more about actual manufacturing standards than any brochure or sales presentation. |
Understanding EOT Crane Configurations Across Industrial Sectors
EOT cranes serve vastly different operational environments. A steel melt shop crane operates under extreme heat, electromagnetic interference, and continuous heavy-duty cycles. A pharmaceutical warehouse crane requires precision, clean-room compatibility, and low-noise operation. A port gantry crane must withstand saline atmospheric conditions, cyclic wind loads, and demanding safety requirements. The right industrial EOT cranes manufacturers understand that configuration decisions must be driven by application context.
|
EOT Crane Type |
Lifting Capacity |
Best Application |
Key Advantage |
|
Single Girder EOT |
Up to 20 Tons |
Light to medium duty |
Lower dead weight, energy efficient |
|
Double Girder EOT |
20 to 500+ Tons |
Heavy manufacturing & steel plants |
Higher lifting height, heavy load stability |
|
Underslung EOT |
Up to 10 Tons |
Low headroom facilities |
Space-saving, works in tight environments |
|
Gantry EOT Crane |
10 to 600 Tons |
Open yards, ports, shipbuilding |
Outdoor use, no runway required |
|
Semi-Gantry EOT |
5 to 200 Tons |
Mixed indoor-outdoor operations |
Flexibility of combined support structures |
Beyond these primary configurations, specialized variants include:
• Ladle cranes and stripper cranes for steel and foundry plants
• Magnetic overhead cranes for scrap yards and steel service centres
• Explosion-proof EOT cranes for oil & gas and chemical facilities
• Cleanroom cranes for pharma, semiconductor, and food-grade environments
• Low headroom cranes for automotive body shops and precision machine shops
|
Did You Know? India's Bureau of Indian Standards (BIS) classifies EOT crane duty cycles from M1 (light use) to M8 (continuous heavy service). Selecting the wrong duty class is one of the most common causes of premature crane failure in Indian industry. Leading manufacturers conduct site-specific duty cycle assessments before finalizing structural design. |
The Engineering Layers That Define Crane Performance
1. Structural Design and Girder Engineering
The main girder is the backbone of every EOT crane. Top-tier manufacturers use Finite Element Analysis (FEA) to model deflection, stress concentration, and fatigue life. Box girders are verified against IS:3177, FEM standards, and DIN specifications. Welds are inspected using Ultrasonic Testing (UT) and Radiographic Testing (RT) for critical joints. Camber is engineered into the girder to counteract deflection under rated load.
2. Hoisting Mechanism Precision
The hoist assembly determines lifting speed, load control accuracy, and safety redundancy. Premium manufacturers specify:
• Class 4 or Class 5 drums with deep grooves for wire rope guidance
• Precision-machined reeving systems for load equalization
• Secondary braking systems independent of the primary mechanical brake
• Inverter-driven hoisting for smooth acceleration and precise positioning
3. Electrical and Control Architecture
Modern EOT cranes demand intelligent control architecture. The best industrial EOT cranes manufacturers now integrate:
• Variable Frequency Drives (VFDs) across all motions for energy efficiency and smooth operation
• Programmable Logic Controllers (PLCs) for automated sequencing and diagnostics
• Radio remote control systems with encrypted protocols
• Load monitoring systems with overload protection and data logging
• Anti-collision and anti-sway systems for multi-crane bays
4. Safety Systems and Redundancy Architecture
Industrial crane safety is governed by a layered redundancy philosophy. Every critical function must have a backup. Top manufacturers provide:
• Dual limit switches (primary + emergency) on all travel axes
• Fail-safe brakes that engage on power loss
• Mechanical load limiters with visual and audible alarms
• Runway end buffers engineered for rated travel speed
• Safety-rated electrical panels compliant with IEC 60204-32
Certification and Compliance: What Serious Manufacturers Can Prove
The credibility of industrial EOT cranes manufacturers is measurable. Any manufacturer claiming high quality should be able to present the following without hesitation:
|
Certification / Standard |
What It Verifies |
|
IS:3177 |
Indian Standard for design of overhead traveling cranes |
|
ISO 9001:2015 |
Quality Management System across manufacturing processes |
|
CE Marking |
Compliance with European Machinery Directive for export markets |
|
FEM 1.001 |
European Federation standard for crane classification |
|
CMAA Spec 70/74 |
North American standard for overhead and gantry crane specifications |
|
DGMS Approval |
Mandatory for cranes deployed in mines (India) |
|
Third-Party Load Test |
Independent verification of rated and dynamic load performance |
|
Expert Tip: Always request the Test Certificate and Load Test Report before accepting delivery of any EOT crane. A legitimate manufacturer conducts a no-load, 100% rated load, and 125% static load test, along with dynamic tests, before dispatch. This documentation is your primary warranty evidence. |
Industrial Applications Where Top EOT Crane Manufacturers Prove Their Worth
The proof of a crane manufacturer's capability lies in project execution across demanding applications. Here is how leading industrial EOT cranes manufacturers are deployed across sectors:
Steel and Metal Processing
Steel plants represent the harshest operating environment for overhead cranes. Ladle cranes handling 200 to 350-ton molten metal charges operate in ambient temperatures exceeding 60 degrees Celsius, under continuous service cycles. A single failed crane in a melt shop stops the entire cast. Top manufacturers design these cranes with redundant hoisting systems, heat-resistant components, and thermal insulation on electrical enclosures. Maintenance access is engineered into the structure from day one.
Heavy Engineering and Power Generation
EPC contractors building thermal and hydro power plants rely on industrial EOT cranes for turbine installation, transformer handling, and generator maintenance. These cranes may operate only periodically but must perform flawlessly during planned outages when every hour of delay affects project commissioning timelines. Lift accuracy and load positioning capability are critical.
Automotive and Assembly Manufacturing
Body-in-white shops, engine assembly lines, and press shops use overhead cranes intensively across multiple production shifts. Anti-sway control, precision positioning, and high travel speeds are non-negotiable. The best manufacturers provide cranes with encoder-based positioning systems and soft-landing hoist control that protect sensitive components and tooling.
Warehousing and Logistics Infrastructure
Modern warehouses and distribution centers require cranes that can be integrated with Warehouse Management Systems (WMS). Manufacturers who understand automation interfaces supply cranes with I/O modules for conveyor integration, barcode-triggered positioning, and remote monitoring dashboards for facilities teams.
Chemical and Hazardous Area Applications
Explosion-proof EOT cranes for ATEX Zone 1 and Zone 2 installations require manufacturers with specific competency in intrinsically safe electrical design, enclosure ratings, and ATEX certification. This is a niche where the difference between a compliant manufacturer and a non-compliant one is measured in human safety.
The Procurement Evaluation Framework: What Top Buyers Actually Use
Experienced procurement teams at large industrials use structured evaluation matrices that go far beyond the datasheet. Below is a consolidated procurement checklist drawn from industry best practice:
|
Procurement Parameter |
Operational Consideration |
|
Lifting capacity requirement |
Indoor or outdoor installation |
|
Span and bay width of facility |
Headroom and hook height clearance |
|
Duty cycle classification (M1-M8) |
Ambient conditions (dust, heat, moisture) |
|
Power supply and electrical specs |
Control type: pendant, radio remote, cabin |
|
Required safety certifications |
After-sales service availability |
|
Compliance with IS/FEM/CMAA standards |
Crane manufacturer's factory audit history |
Beyond this baseline checklist, procurement leaders increasingly request:
• Factory Acceptance Test (FAT) witnessing at the manufacturer's works
• Site Acceptance Test (SAT) protocol agreed before order placement
• Annual Maintenance Contract (AMC) terms with guaranteed response times
• Spare parts availability commitment for a minimum 15-year period
• Digital twin or remote monitoring capability for large installations
Avoiding the Seven Most Costly Procurement Mistakes
Even experienced buyers fall into procurement traps that result in expensive redesigns, delays, or performance shortfalls. Here are the seven most common mistakes and how to avoid them:
1. Specifying only lifting capacity, ignoring duty class: A 10-ton crane at M3 duty is a fundamentally different machine from a 10-ton crane at M6 duty. The structural and mechanical sizing changes significantly. Always define the duty class explicitly in your tender.
2. Not visiting the manufacturer's production facility: Factory visits reveal far more than site visits. The quality of steel fabrication, weld inspection practices, and sub-assembly testing all become visible when you walk the production floor.
3. Overlooking the electrical panel and control system origin: The crane structure may be well-fabricated but paired with inferior electrical components. Specify brand requirements for motors, drives, and control panels, and verify compliance at FAT.
4. Ignoring post-installation service capability: A manufacturer with no service network in your region means long equipment downtime when repairs are needed. Confirm service coverage before order placement.
5. Accepting verbal safety compliance claims: Every safety claim must be backed by written certification, test reports, and inspection documents. No exceptions, regardless of brand reputation.
6. Underestimating infrastructure preparation requirements: Crane runway alignment, rail profiles, and civil embedments must match crane design precisely. Get the manufacturer's civil drawing early and involve your structural team.
7. Treating the lowest-compliant tender as the best value: Lifetime cost of ownership, not purchase price alone, determines value. A well-engineered crane with a 25-year service life and predictable maintenance costs delivers significantly better ROI than a low-cost alternative that requires major overhaul at year 7.
The Technological Frontier: Where EOT Crane Manufacturing Is Heading
Industrial EOT cranes manufacturers who invest in R&D are already delivering capabilities that were considered advanced just five years ago. These innovations are reshaping the case for crane investment:
IoT-Enabled Predictive Maintenance
Condition monitoring sensors on gearboxes, wire ropes, and structural joints now transmit real-time data to cloud-based platforms. Predictive maintenance algorithms flag anomalies weeks before mechanical failure, dramatically reducing unplanned downtime. Progressive manufacturers are offering this as a standard feature on major installations.
Energy Regeneration Systems
Regenerative drives on hoisting mechanisms capture energy during load lowering and feed it back into the plant electrical bus. Plants with continuous overhead crane operations have documented energy savings of 15 to 30 percent on hoist motion through regenerative technology.
Anti-Sway and Precision Positioning
Advanced anti-sway algorithms using pendulum control theory and load moment feedback now enable centimetre-level load positioning accuracy at full travel speed. This is a game-changer for automotive and aerospace assembly environments where tooling alignment is critical.
Integrated Weighing and Load Management
Smart cranes with integrated load cells, load logging, and overload prevention are now enabling inventory management through the crane itself. The crane becomes a data collection point in the material flow chain, not just a lifting tool.
|
Did You Know? The global industrial crane market is projected to exceed USD 50 billion by 2028, driven by infrastructure investment, manufacturing expansion in Asia, and the modernization of ageing crane fleets across European and North American industries. Companies that specify and source correctly today are building competitive infrastructure for the next two decades. |
What Separates Times Krane in the EOT Crane Landscape
Times Krane has established its position as a trusted material handling engineering partner by combining robust manufacturing standards with deep application-specific expertise. The approach is engineering-first: every project begins with a site assessment and duty cycle analysis before any design is initiated.
The manufacturing process at Times Krane is structured around traceability and quality assurance at every stage, from raw material procurement to final load testing. Cranes supplied across steel, automotive, power, chemical, and logistics sectors carry the full documentation trail that serious industrial buyers require. The service infrastructure is built to support equipment across its full operational life, not just the warranty period.
For EPC contractors and plant engineers working on new facility development, Times Krane offers integrated project support including civil drawing coordination, electrical interface documentation, and on-site commissioning supervision. This partnership model reduces project risk at the crane interface and simplifies coordination across disciplines.
Frequently Asked Questions
Q1. What is the typical service life of a well-manufactured industrial EOT crane?
A well-engineered EOT crane manufactured to the correct duty class for its application, properly installed and maintained, typically delivers 20 to 25 years of operational service life. Premium manufacturers design structural elements with fatigue life well beyond this threshold, with mechanical and electrical components replaced on a maintenance schedule.
Q2. How do industrial EOT cranes manufacturers calculate the duty class for a specific application?
Duty class calculation considers the average number of lifting cycles per day, the average load as a percentage of the rated capacity, and the total hours of operation per year. The FEM 1.001 and IS:3177 standards provide duty group classification frameworks. Serious manufacturers conduct site-specific duty assessments rather than applying generic classifications.
Q3. What certifications should I verify when evaluating EOT crane manufacturers in India?
For Indian industrial applications, verify ISO 9001:2015 quality certification, compliance with IS:3177 or IS:807 design standards, DGMS approval for mining applications, and third-party load test certification from an accredited inspection agency such as Bureau Veritas, Lloyd's, or TUV. CE certification is relevant if equipment may be re-deployed internationally.
Q4. Can EOT cranes be integrated with warehouse management and automation systems?
Yes. Modern EOT crane control systems can be interfaced with WMS platforms through standard communication protocols including Profibus, Profinet, EtherNet/IP, and OPC-UA. This enables position-triggered operations, automated cycle logging, and integration with conveyor systems. Specify automation compatibility requirements clearly in your tender document.
Q5. What is the difference between a single girder and double girder EOT crane, and how do I choose?
Single girder cranes are lighter, more economical, and suitable for capacities up to approximately 20 tons with standard lift heights. Double girder cranes are required for heavier capacities, higher lift heights, and applications needing greater hook approach to the girder bottom. The choice also depends on crane span, building structure capacity, and whether a top-running or under-running trolley is required.
Q6. What should a procurement team look for during a factory acceptance test?
During FAT, verify: dimensional accuracy of structural elements, weld inspection records and NDT reports, electrical panel wiring against approved drawings, VFD parameter settings, all limit switch functions, load test results including 125% static load and dynamic tests, noise and vibration levels, and documentation completeness including manuals and certificates.
Q7. How should I evaluate the total cost of ownership for an EOT crane investment?
Total cost of ownership should include: purchase and installation cost, annual energy consumption (VFD-equipped cranes significantly reduce this), planned maintenance cost over 20 years, spare parts budget, expected downtime costs based on manufacturer service SLA, and end-of-life structural and mechanical refurbishment estimates. A well-specified crane from a quality manufacturer typically shows 30 to 40 percent lower total cost of ownership over 20 years compared to an under-specified alternative.
Conclusion: Long-Term Value Begins With the Right Manufacturer
Industrial EOT cranes manufacturers are not interchangeable. The decisions made during specification, manufacturer evaluation, and procurement define not just the capital cost of an asset but the operational reliability, safety record, and maintenance expenditure of a facility for the next two decades. The frameworks, checklists, and insights in this article are designed to give plant engineers, procurement heads, and project managers the structured thinking needed to make procurement decisions that hold their value under real operating conditions.
The best manufacturers combine deep engineering capability, transparent quality systems, proven application expertise, and a long-term service commitment. These are the partners worth building industrial infrastructure with.
Whether you are specifying an EOT crane for a greenfield plant, replacing ageing equipment in an existing facility, or evaluating suppliers for a multi-site capital programme, the starting point is always the same: find the manufacturer who asks the right questions about your application before they begin talking about their product.
|
Get Expert Guidance from Times Krane Planning an overhead crane installation or evaluating your existing fleet? Connect with the Times Krane engineering team for a technical consultation. We bring application-specific expertise, transparent quality documentation, and a project partnership approach that reduces procurement risk and delivers cranes built for long operational lives. Reach out to discuss your requirements today. |
Recent Posts
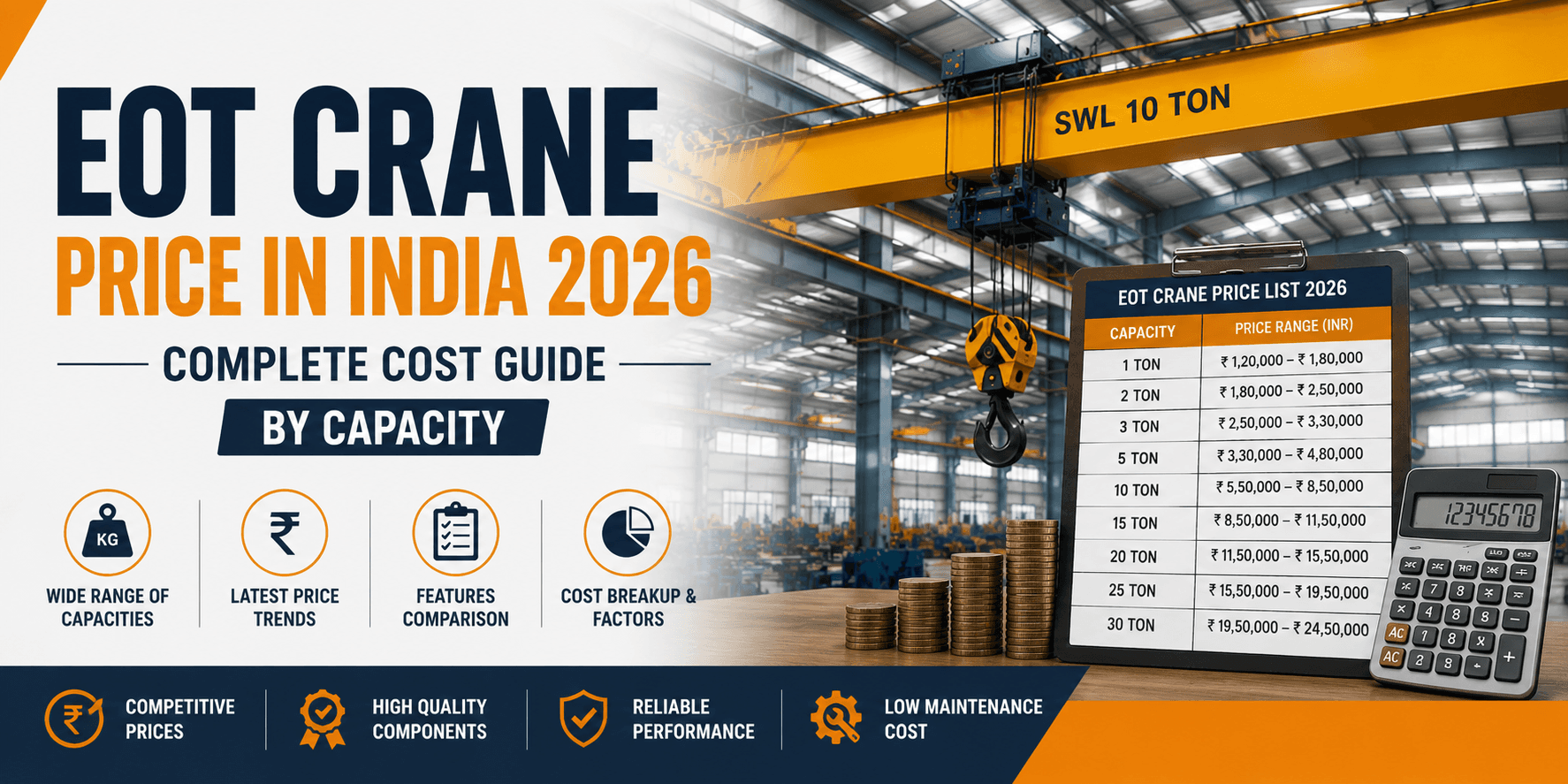
EOT Crane Price in India 2026 Complete Cost Guide by Capacity
EOT crane price in India 2026 — indicative cost guide from 1 ton to 50 ton. Know the key price factors, girder type differences & what to check before buying.
Preventive Maintenance Checklist for EOT Cranes in 2026
Complete EOT crane maintenance checklist covering daily, weekly, monthly & annual inspections. Reduce downtime, improve safety & extend crane life.

What Sets a Great EOT Crane Manufacturer Apart from the Rest
India's industrial crane market has expanded rapidly over the past decade. Steel plants, automobile facilities, port infrastructure, and large-scale EPC projects are all driving demand for overhead material handling equipment. With this growth has come a proliferation of crane suppliers, ranging from highly capable engineering-driven manufacturers to assembly-focused vendors offering near-identical catalogue specifications at aggressive terms.

Need a Custom Lifting Solution?
Let’s Talk!
Looking for a reliable partner for your next industrial project?
- Expert Consultation
- Pan-India Service